











当前位置:主页 > 新闻中心 > 行业新闻 > 行业新闻
等离子抛光去毛刺详细介绍
时间:2018-05-08来源:admin浏览次数:
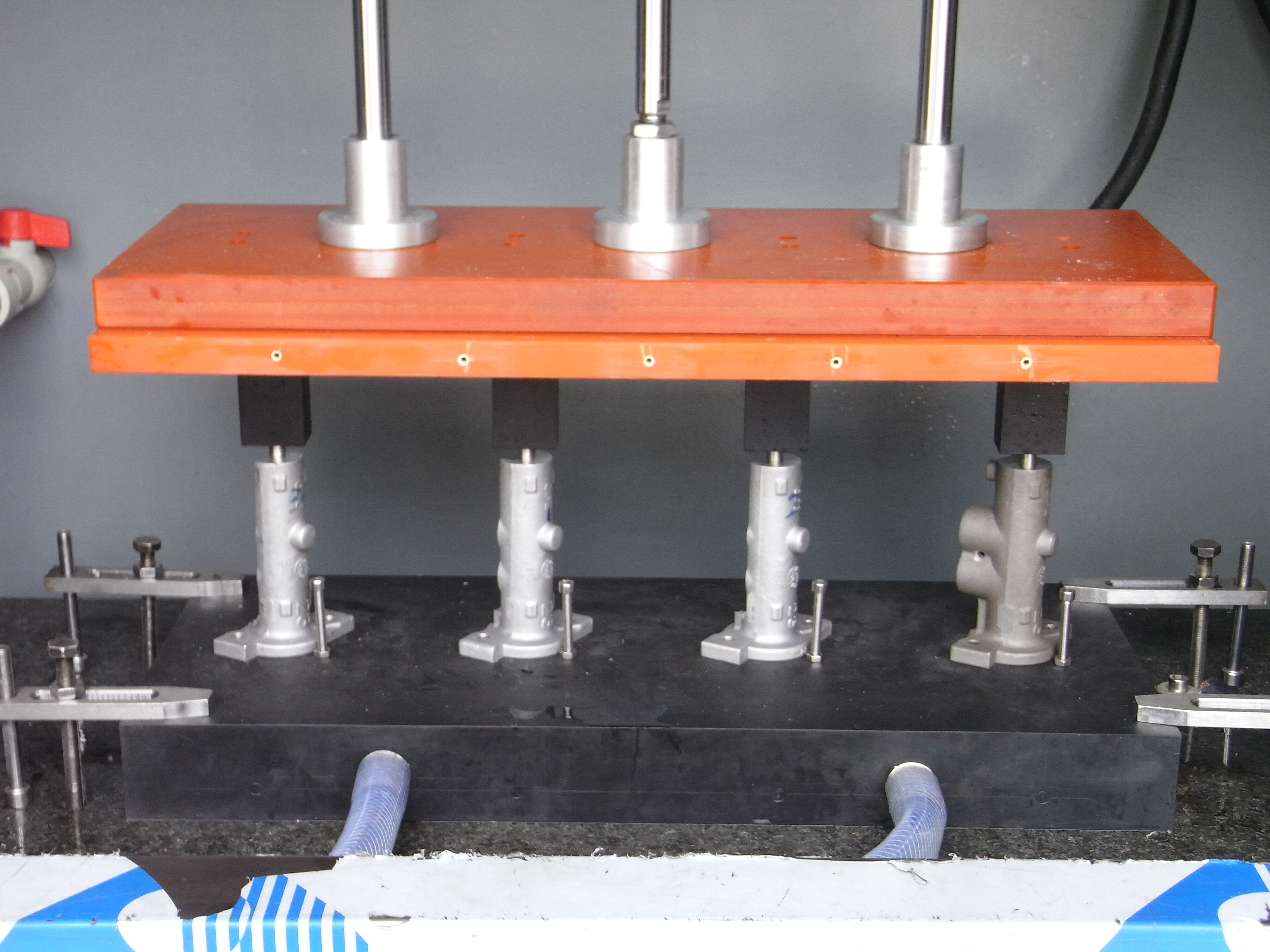
电化学去毛刺原理
金属电化学加工技术,在专业设计的工装夹具系统中,工件和电极分别与电源的正负极相接,在电场、流场和工作液的作用下,两级之间产生电荷交换,实现工件特定部位的"离子去除",达到去毛刺,倒圆、抛光或成型等工艺要求。
对于手工难以处理、可达性差的复杂内腔部位,尤其是交叉孔相贯线的毛刺,利用电化学去毛刺有着明显的优势。电化学去毛刺对加工棱边可取得较高的边缘均一性和良好的表面质量,具有去除毛刺效果好、安全,高效节能环保等优点,去毛刺效果好,一般情况和传统工艺相比,效率可提高10-20倍以上。
汽车发动机、通用工程机械、航空航天、气动液压等众多行业,是电化学加工机床中生产批量较大,应用领域最广的重要装备。
机器特点:
适用于难以去除的内部毛刺;
适用于热处理后精加工的零件;
适用于整个金属切削加工领域;
使用非线性电解液对人体无害。
对于手工难以处理、可达性差的复杂内腔部位,尤其是交叉孔相贯线的毛刺,利用电化学去毛刺有着明显的优势。电化学去毛刺对加工棱边可取得较高的边缘均一性和良好的表面质量,具有去除毛刺效果好、安全,高效节能环保等优点,去毛刺效果好,一般情况和传统工艺相比,效率可提高10-20倍以上。
适用行业
汽车发动机、通用工程机械、航空航天、气动液压等众多行业,是电化学加工机床中生产批量较大,应用领域最广的重要装备。
机器特点
编辑本段
适用于难以去除的内部毛刺;
适用于热处理后精加工的零件;
适用于整个金属切削加工领域;
使用非线性电解液对人体无害。
技术优势
加工过程中没有电极损耗。仅用单个电极就可以重复生产无限量的产品;
加工后工件上没有热应力。不影响工件现有属性。不会产生微观裂缝。延长工件寿命;
不产生氧化层。工件无需后序加工;加工件没有机械应力。可以对加工壁较薄的结构件。
电极的表面质量是可以复制的。粗糙度可达Ra0.05μm,最高可以达到Ra0.02μm;加工精密懂可以达到1-10μm。
应用范围
依功能分类:电解开孔,如轮机翼冷却孔;电解圆切割加工,如曲孔;微小空加工;精微成型;电解切穿,如深孔或盲孔加工;凹部加工;电解成型,如曲面加工;电解复印;电解除屑加工,如去毛边导角。
精密电化学加工的应用主要以传统方式不易完成加工为主,有以下几个方向:内齿轮加工;花键孔加工;涡轮叶片加工;整体叶轮加工;高消耗性模具,如锻造模,玻璃模,压铸模等;燃料电池极板;精密零配件;精密医疗器材;精密齿轮。
典型应用
喷油器体交叉油孔 去毛刺整加工
油泵挺柱体 去毛刺整加工
针阀体压力室喷孔 去毛刺整加工
压力室直径φ0.6-1.0mm
喷孔直径φ0.16-0.30mm
针阀体压力室去毛刺,盛油槽成型喷交叉油孔去毛刺
柱塞套圈去毛刺光整加工 电化学成型复合加工
电解成型加工 齿轮及内外花键加工 齿轮去毛刺加工
发动机缸体去毛刺 螺旋整体叶轮电解成型加工 轴承去毛刺加工
整体叶轮电解加工 航空发电机整体叶轮电解成型加工 手机及配件等离子加工
非接触高、低压等离子全自动抛光生产工艺
应用:适用于一些大面积、大电流的成卷带状的金属(如不锈钢带、钢管)连续抛光。抛光后无挂点、挂痕,无需挂具挂装,全自动抛光.

上一篇:铝件如何抛光


